

联系我们
公司热线: 13332696319
联系人:
赖兴发
联系QQ:
1652884939
电 话:
0769-83821669
传 真:
0769-83826989
邮 箱:
yuehaitech@vip.163.com
地 址:
东莞市常平镇横江厦村工业三路顺时工业园B栋3F
供应信息
东莞钺海电子科技(多图)-回流焊治具厂家
东莞市钺海电子科技有限公司
- 经营模式:生产加工
- 地址:东莞市常平镇横江厦村工业三路顺时工业园B栋3F
- 主营:电子元器件,集成电路,电子产品,电子模具
业务热线:13332696319
- 产品详情
- 联系方式
东莞钺海电子科技(多图)-回流焊治具厂家 :
FPC磁性治具,SMT铝合金贴片载具,波峰焊治具




回流焊接中的常见问题
1)塌边
在焊接加热过程中也会产生焊料塌边, 这种情况可出现在预热和主加热两种。当预热温度在几十至一百度范围内, 作为焊料中成分之一的溶剂即会降低粘度而流出。如果其流出的趋势十分强烈, 会同时将焊料颗粒挤出焊区,形成加热时的塌边。当进入焊接主加热区时,回流焊治具厂家,在即将达到焊料熔点前, 如果焊料中的松香溢出也同样激烈的话,就会造成再次加热带来的塌边。


回流焊接中的常见问题
焊膏金属含量:焊膏中金属的质量分数为88%~92%,体积比约为50%。焊膏合金粉和焊剂比例配合不佳时,焊剂较多的焊膏容易产生锡珠。合金粉开始溶化时,焊剂首先开始流动,在“毛细”作用下沿着元件两侧底端的缝隙向中部延伸,直到两端焊剂在中部汇集后停止。在这个过程中,过多焊剂带着部分较小合金粉颗粒一起迁移,同时在元件和PCB缝隙间沉积,溶化后形成一条锡线。冷却时由于表面张力作用,合金开始收缩,靠近焊盘和元件焊端的合金被拉回焊接位置形成焊点,而远离的合金逐渐向元件中部收缩,在元件侧面形成锡珠。


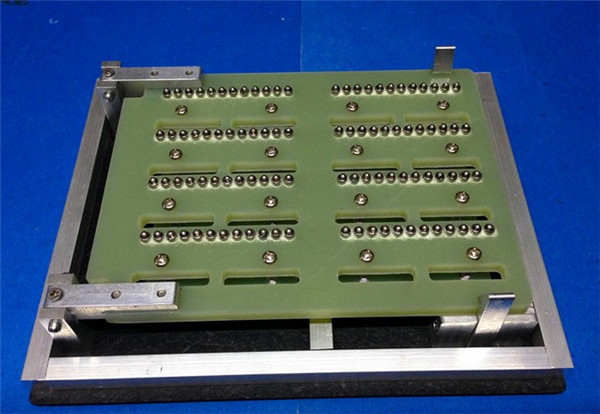
设计参考:
1、根据gerb设计pcb型腔深度和尺寸,型腔大小以pcb外形单边放大0.3mm;
2、背面所有的SMT零件、通孔保护,插件尽量开大便于上锡;
3、根据要求做钛合金设计;能增加治具使用寿命,更利于零件上锡
4、pcb板四周均匀放置压块,可360度旋转,距离pcb板上的零件不少于5mm;
5、背面加倒锡槽优化上锡效果,可根据开孔位置和进板方向合理设计治具名称:治具
回流焊治具厂家-东莞钺海电子科技(图)由东莞市钺海电子科技有限公司提供。回流焊治具厂家-东莞钺海电子科技(图)是东莞市钺海电子科技有限公司(www.yuehaiet.com)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:赖兴发。
